در حین فورجینگ (آهنگری)، قطعهی فلزی تا دمای 800 – 900 C°، در یک کوره حرارت داده میشود. سپس برای خنک کردن فلز و جلوگیری از اکسیداسیون، قطعه کار در یک مخزن پر شده با روغن کوئنچ یا امولسیون آب، کوئنچ (آبدهی) میشود. به دلیل کنترلهای زیست محیطی و قوانین آتشنشانی، در بسیاری از کشورها استفاده از روغنهای سنتزی به جای روغنهای معدنی سنتی، رو به افزایش است.
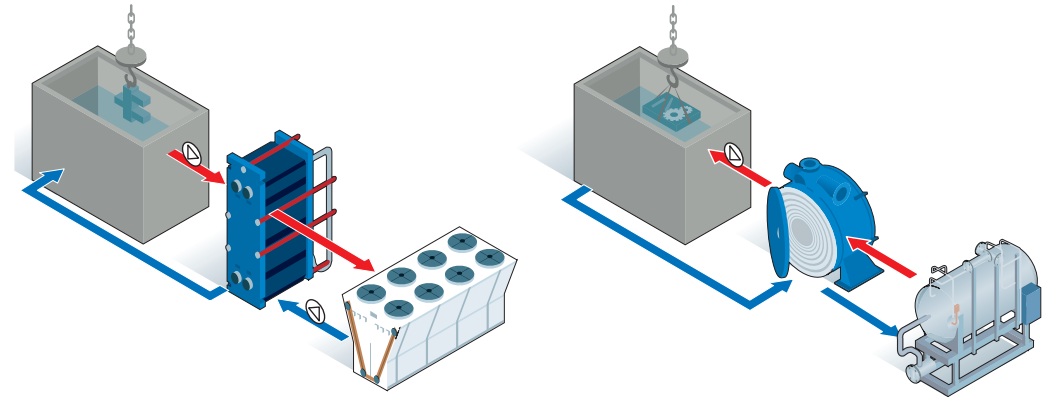
مشخصات سیال کوئنچ و دمای مطلوب وابسته به جنس و نوع قطعاتی که نیاز به کوئنچ دارند، تغییر میکند. از آنجایی که عموماً تولید حرارت بیش از ظرفیت جذب مخزن حمام از طریق جریان همرفت طبیعی (Natural convection) است، محتویات حمام باید یک فرایند همرفت اجباری (Forced convetion) را طی کند. معمولاً حمامها در محدودهی دمایی 40 – 70 C° نگه داشته میشوند، و لذا به یک مبدل حرارتی با بازدهی بالا و عملکرد بهینه برای کنترل دمای حمام کوئنچ نیاز است. مبدلهای حرارتی صفحهای گسکتدار انتخابی ایدهآل برای این منظور است.
در اثر کوئنچ قطعات فولادی، تعداد زیادی از پوستهها یا ذرات فولادی همراه با روغن، سوسپانسیون تشکیل میدهد، برای جلوگیری از مشکل مسدود شدن کانالها بایستی از یک مبدل حرارتی صفحهای با کانال عریض استفاده شود. در برخی از تأسیسات، اختلاط آب با روغن کوئنچ میتواند منجر به انفجارات بخار شود. در نتیجه، مشتری تضمین قطعی میخواهد که هیچ گونه نشتی بین دو سیال رخ ندهد. در این حالت، اغلب راهحل پیشنهادی، استفاده از یک مبدل حرارتی صفحهای دو جداره (double wall) است.