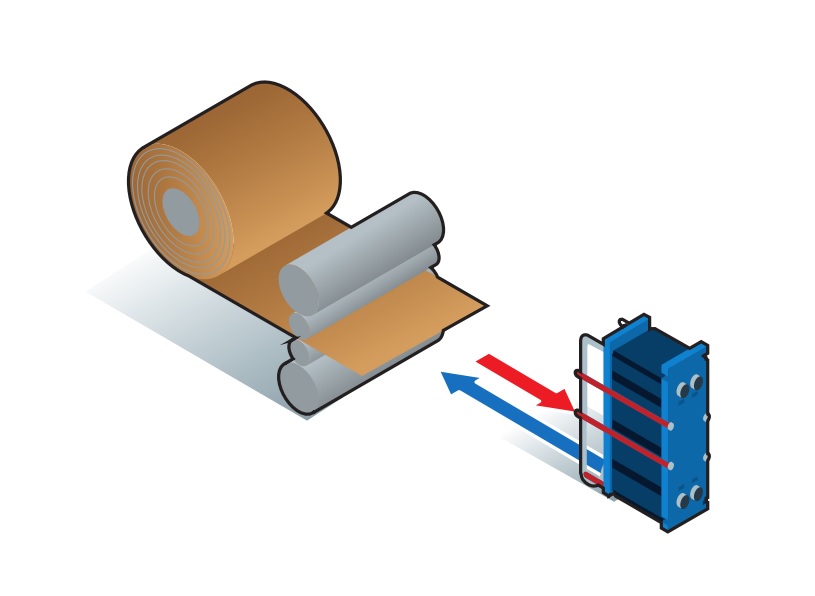
نورد روش اصلی برای شکلدهی فولاد به محصولات مختلف میباشد. فرایند نورد شامل عبور دادن فولاد از میان دو غلتک چرخان با سرعت یکسان و در جهت مخالف است. فاصلهی بین غلتکها از فولادی که نورد میشود کوچکتر است، در نتیجه ضخامت فولاد کاهش داده میشود و همزمان طول آن زیاد میشود. در نورد داغ یک تختال ریختگی به ورق تبدیل میشود (که اغلب در انتهای فرایند کلاف میشود). نخست تختالهای حاصل از ریختهگری در کوره مجدد پیشگرم میشوند. سپس یک به یک و به کمک تسمه نقاله به خط نورد داغ منتقل میشوند. در اینجا تختالها به هر میزان که برای رسیدن به ابعاد مورد نظر لازم باشد، نورد میشوند.
از آنجاییکه در نورد داغ غلتکها در معرض افزایش دما و تغییر شکل قرار دارند، لذا به منظور کنترل دقیق شکل و ضخامت ورق فولاد نورد شونده، بایستی غلتکها به خوبی خنک شوند. به این منظور معمولاً از پاشش امولسیون آب و روغن بر روی غلتکها استفاده می شود. این امولسیون علاوه بر خنککاری غلتکها باعث کاهش بار وارد بر غلتکها، کاهش ارتعاشات و درنتیجه افزایش کیفیت سطح محصول نورد شده میشود. محلول آب و روغن (0.5% روغن و 99.5% آب) پاشیده شده سپس جمع آوری شده و پس از فیلتراسیون از درون یک مبدل حرارتی عبور داده میشود تا خنک شود.